damage to insulation and the copper
conductors and leads to failure.
Current overload
Trailing cable insulation carries a 90˚C
rating in free air. Under normal
operating conditions (not exceeding
rated amperes) current overload is not a
problem. However, problems arise
when an energised cable is wound on a
reel, stacked in a pile or directly buried
without first applying the proper
derating factor. In these scenarios, the
conductors can heat up well in excess of
90˚C, which melts all thermoplastic
elements, can super‑anneal the copper
and heat-age and crack the jacket. This
type of damage is easy to identify; the
cable must be taken out of service and
is typically irreparable.
Excess tension
Excess tension is very straightforward. If
the cable is stretched, it will be
permanently damaged and, in extreme
cases, will pull in two. When cables are
operated outside the manufacturer’s
specified limits, the stranded conductors
begin to fatigue. Once several strands
fatigue-break, the ends continue to flex
against the surrounding strands and the
fatigue process accelerates at a rapid
rate. This is most often seen on shuttle
cars and scoops where proper reel
hydraulic pressure settings are critical.
In many cases, a wet mine floor leads
machine operators to increase reel
tension and cause cable failure.
Poor temporary splices
When repairing cables, it should be
noted that the assembly is in a helix or
twist. This is what gives the cable
flexibility and durability. The top
reason for temporary splice failure is
failing to restore this helix when
reconnecting the copper conductors.
Without it, a trailing cable returned to
service will soon be causing downtime.
Ideally, the cable should be taken out of
service and have a repair shop splice
with vulcanised rubber jacket. This
creates a much longer-lasting splice.
Mitigating cable failures
and improving safety
Mines make a huge investment in
trailing cables each year, yet spend little
time and money on training their
workers in best cable handling
practices. Most human-induced cable
failures can be greatly reduced by
training and education. Some cable
manufacturers offer their customers
mine site training at no additional cost.
For example, Nexans AmerCable has
an extensive training programme that
in 2015 educated more than 3500
miners in proper handling, safety and
correct splicing techniques.
Miner safety is the most important
factor in handling energised trailing
cables. Most new miners are not
familiar with power cables and may not
treat them with the respect they
deserve. Obviously, the potential for
shock and electrocution are extremely
high. In space-confined, low-light
underground mines using many cables,
clear circuit identification is of utmost
importance. This is especially true
when splices or repairs are being made.
While many mines still use all black
jackets supported by strict tag-out
procedures before electrical work, the
new trend is changing to coloured or
coloured/contrasting colour stripe
cable jackets for extra safety and easier
circuit identification. By consistently
assigning a specific colour or stripe to
individual equipment, the electrician
can more easily identify the circuit.
Case study: sharp rocks
cut into continuous miner
productivity
AUS coal company was having issues
with their continuous miner (CM)
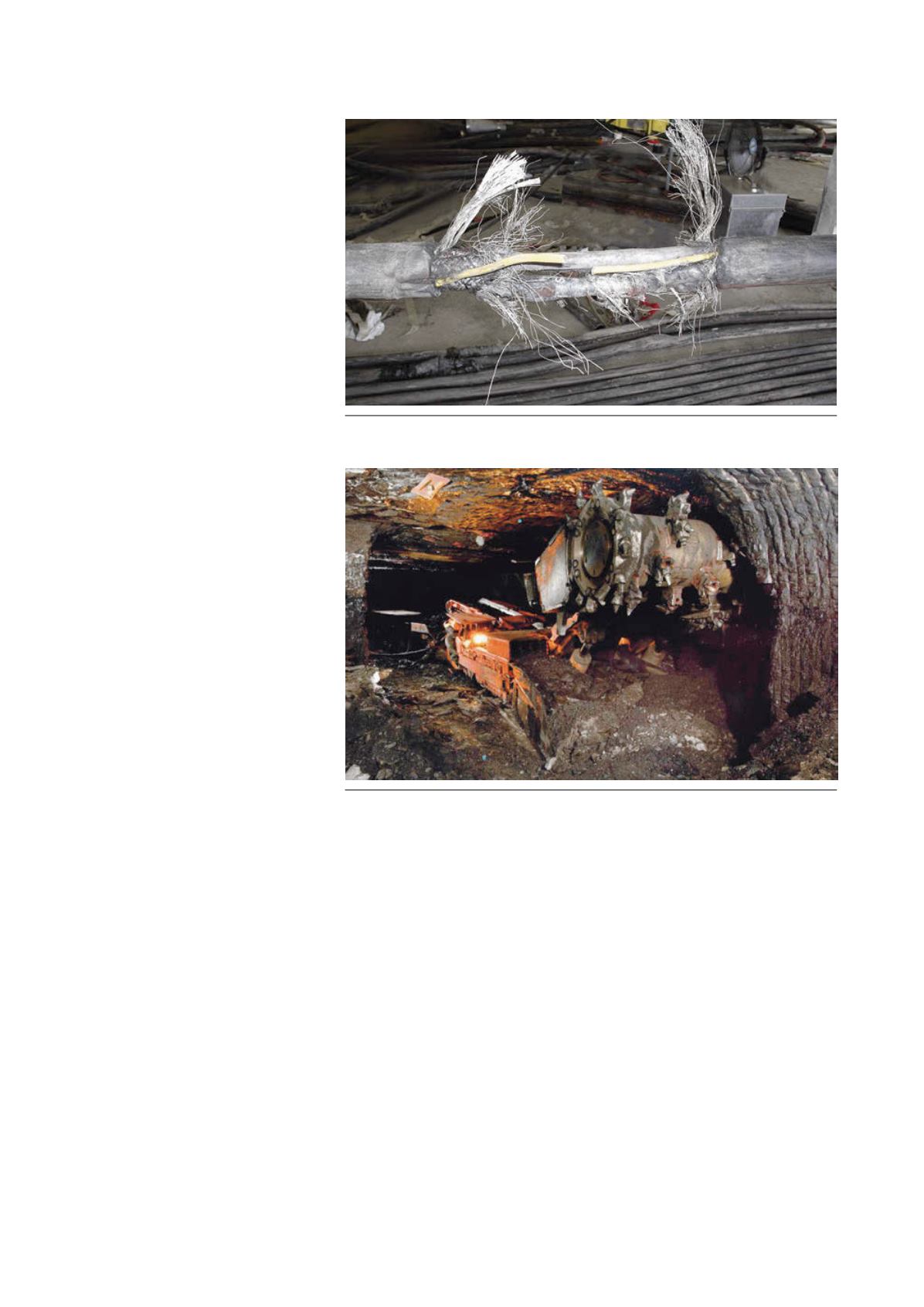
Copper braid shield and (yellow) ground-check wire broken from excessive mechanical
tension and tight bend radius.
Continuous miner in operation. Note the trailing cable at left-centre of photo.
March 2016
|
World Coal
|
55


