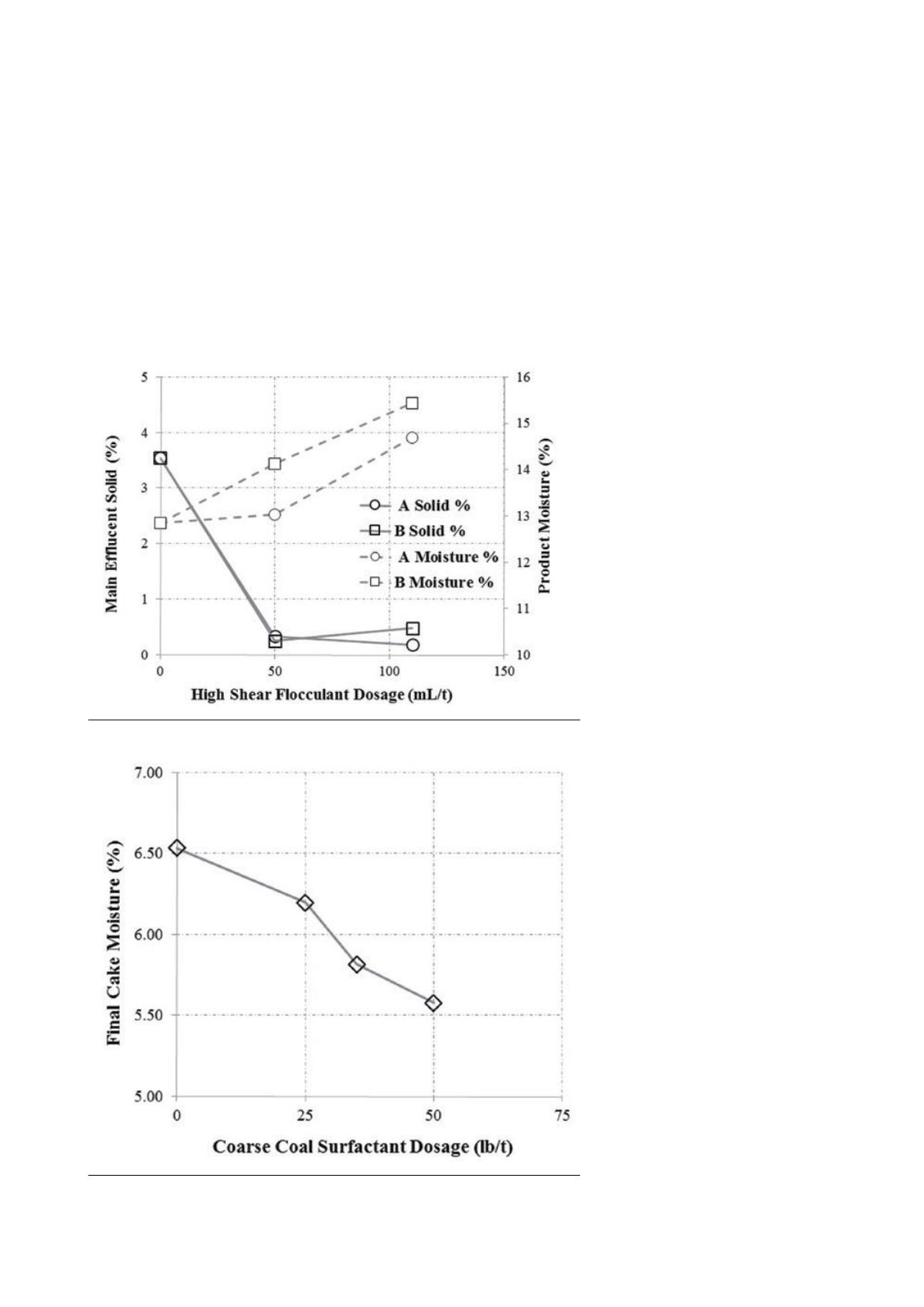
Similar tests were conducted under
the same operating parameters using a
specially designed Nalco dewatering
surfactant for fine coal applications. The
chemical was dosed at an addition rate
of 0.5 – 2.0 lb/t. While minimal effect
on cake filtration time was observed,
the surfactant produced significant
moisture reduction – decreasing the
moisture by over 30% (Figure 2).
Similar tests have also been
conducted on horizontal belt filters,
again resulting in improved
dewatering efficiency and cake
formation times. Unlike disc filters,
one advantage of belt filters is that
reductions in cake formation time are
translated into additional drying
times. Thus, horizontal belt filters may
benefit even more from flocculant use
than disc filters.
The filter press represents another
option for dewatering equipment and
has been gaining popularity over the
past several years with practical
applications limited to ultra-fine
material. The filter press employs very
high mechanical forces and it is also
possible to adjust the drying cycle
time. As a result, filter presses are often
advertised as requiring minimal
chemical additives. To determine
whether flocculants or surfactants may
provide any moisture reduction in
these applications, limited testing with
Nalco products has been conducted on
filter presses where the entire feed was
-325 mesh. Results confirmed that only
small moisture reductions could be
achieved.
Material loss
Screenbowl centrifuges are commonly
used dewatering equipment and are
capable of generating very low
product moistures. In some cases,
however, some fines may be lost –
resulting in decreased solids recovery
or recirculation of solids back to
circuit and ultimate circuit
overloading. Previously there have
been efforts to increase solids
recovery via flocculant usage, but
with limited success. The primary
problems with previous efforts
included both the type and dosing
location of the chemical. Standard
flocculants cannot withstand high
shear forces, such as those generated
inside the centrifuge or along the flow
path from the feed pipe where they
were previously dosed. As a result,
these chemicals often lost their
effectiveness quickly – sometimes
before reaching the centrifuge – and
therefore high dosages were required
to produce even modest fines
recovery from the effluent. However,
recent mechanical improvements to
centrifuges, including modified feed
pipes and/or a dedicated chemical
feed, have helped with flocculant
performance. Moreover, the
development of high shear resistant
chemicals has yielded even further
improvements.
A number of tests have been
conducted to demonstrate the
performance of Nalco’s shear
resistant flocculants. Figure 3 shows
results from tests at a US-based
preparation facility using screenbowl
Figure 3. Effects of high shear flocculants on screenbowl centrifuge perfomance.
Figure 4. Effects of using coarse coal surfactant on coarse centrifuge.
72
|
World Coal
|
March 2016


