Portable conveyors and
different equipment
layouts
An alternative to the equipment layout
described above is a series of portable
conveyors mounted on rubber tyres,
which are moved into position by light
equipment, such as a forklift. Each of
these portable conveyors typically has a
pulley-to-pulley length of 35 – 40 m,
allowing a variety of equipment layouts.
Generally, heap leach operations
processing between 200 – 3000 tph can
have improved economics by
implementing mobile stacking systems
with a stacking line that comprises
several portable conveyors of this type.
These conveyors can also be used for
in-pit crushing and conveying (IPCC)
applications and at facilities for
overburden handling, dry tailings
stacking, stockyards and ports.
Amobile stacking system’s flexibility
and its variable configuration mean that
the area of stacked material is no longer
determined by the geometry of the
equipment. Instead, the equipment
layout is adjusted to create the desired
stacking or stockpiling area or it is
arranged per the available area (as in a
valley-fill application or pit-backfill
application).
When a stacking line of portable
conveyors discharges material (ore for
leach, overburden or filter-pressed
tailings) for stacking via a radial stacker
(which pivots at its tail end, while it
stacks an arc of material), the stacking
system can form a row of stable
rectilinear ‘cells’ of material, each of
which has a consistent width. These
stable cells are suitable for stacking one
level onto the previous (‘multiple-lift’
stacking). The stacking line is fed by an
overland conveyor either from a fixed
discharge point or via an integrated
wheel-mounted or rail-mounted mobile
tripper. Amobile tripper allows the
stacking system to be fed at several
possible locations along the length of the
overland conveyor.
The lighter weight of the portable
conveying equipment in a stacking line
makes multiple-lift stacking a practical
way to achieve several meters in height.
Adozer cuts a ramp into the material
after it has been stacked and allowed to
dry, and each portable conveyor is
moved up the ramp to help create the
next lift.
Increasing operational
uptime
Amobile stacking system that is based
on a stacking line of portable conveyors
can provide a high level of flexibility and
movement. This systemwill require
short downtimes, while the equipment
is being moved. Shutdowns of the
upstream plant can be avoided through
the use of a temporary bypass stockpile
or surge facility, while equipment
movement is taking place. Any
operation that can use advance stacking,
such as stockpiling or overburden
stacking, has an advantage over retreat
stacking in this regard. This is because a
taller pile height and slower advance
rate can be used, which results in fewer
stoppages per given unit of time for
equipment relocation.
When a light density of material must
be preserved (whether it is very
permeable ore for leaching or relatively
watery tailings for waste stacking),
retreat stacking must be used so the
material has time to dry or be leached
before it is compacted by the weight of
the mobile equipment operating on it.
Mobile stacking equipment can
interchange between advance and
retreat stacking as necessary – with no
equipment modifications needed.
There are several methods available
to mitigate the cumulative duration of
equipment relocation downtimes. The
first is a radial stacker with a telescoping
stinger – a small section that can be
extended and retracted. For example
TNT’s standard design includes a
stinger at least 20 ft long, which allows
20 ft of material to be stacked (i.e. a few
hours of operation) before any
equipment positions need to be
adjusted.
Using a simple system of portable
conveyors and a radial stacker, the
material flowmust stop so the last
portable conveyor’s head end can be
repositioned 20 ft (the length of the
stinger) further upstream, the stacker
moved back the same distance and the
stinger fully extended.
These stoppages can be eliminated by
adding two more specialised types of
portable conveyors, which are part of
TNT’s standard design: a horizontal
conveyor (HC) with a continuous
receiving hopper along nearly its full
length and a horizontal feed conveyor
that raises the material high enough to
feed the HC.
Incorporating these two conveyor
types into the stacking system allows
approximately 24 hr of uninterrupted
retreat stacking (or a few days of
advance stacking) before a portable
conveyor must be removed (or added)
from the line, which requires a
shutdown of approximately 30 min.
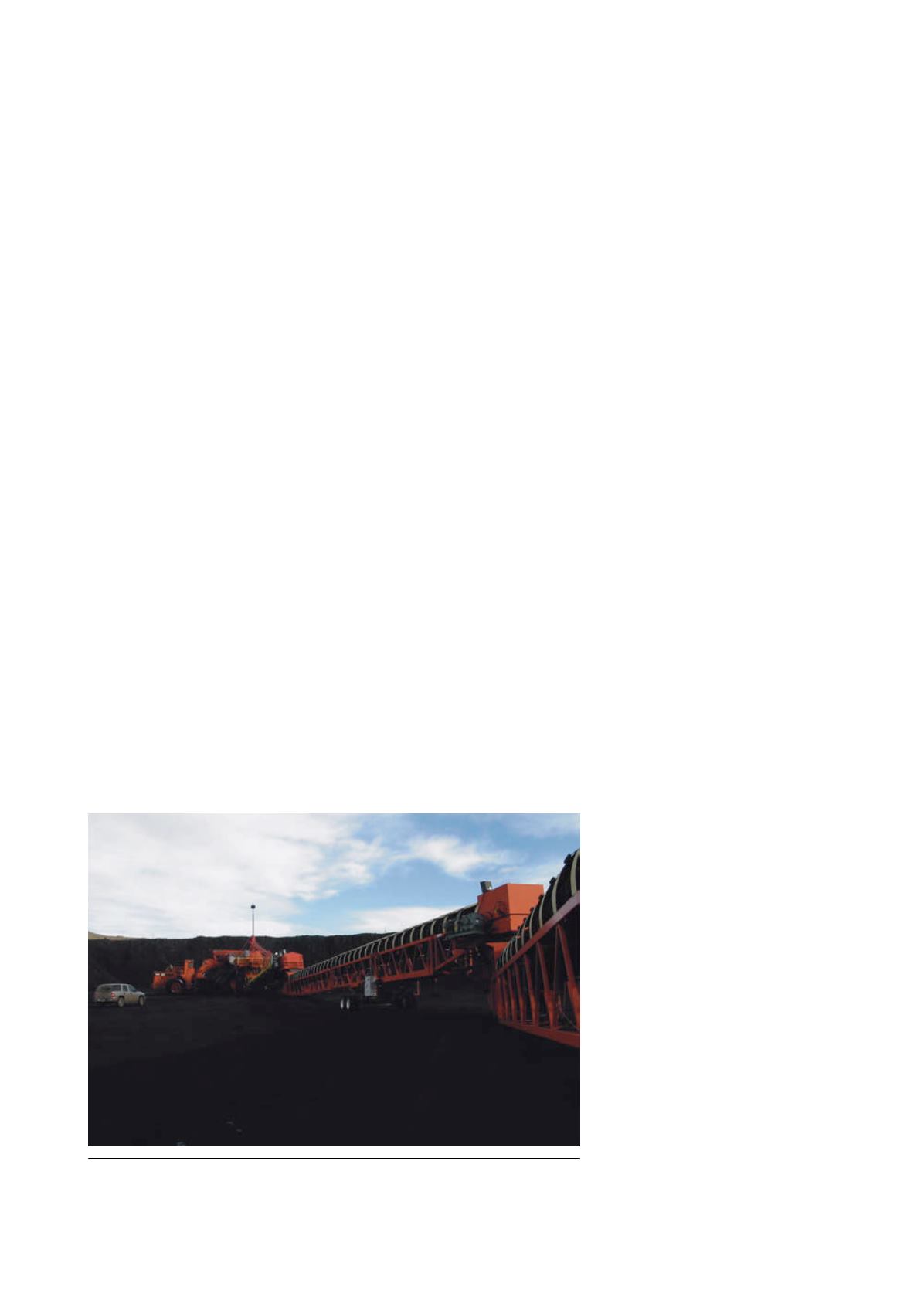
Two TNT-supplied portable conveyors (at right) in a feed system for a coal-fired power
plant in Wyoming, US, fed by a feeder/breaker at the coal seam.
32
|
World Coal
|
December 2015


