A
t a time of low commodity
prices, mining companies
are on a relentless pursuit
to lower costs and
increase productivity. In this
environment, mobile conveyors can
offer commodity producers an
opportunity to reduce material
handling costs when compared to
truck haulage. Matt Hanson, Business
Development Manager in Superior
Industries’ Mining Division talked to
World Coal
about some of the
applications and advantages mobile
conveying can offer. To start off,
Hanson described the most common
uses of mobile conveying in the coal
industry.
“We experience the use of mobile
conveyors most often in stockpiling
coal applications,” Hanson said. “The
mobility allows the conveyor owner
the flexibility to quickly move to
alternative locations within the plant,
creating multiple stockpiles. In
addition to the stockpiling, conveyors
that feed or transfer the material to
the stockpile conveyor might also be
mobile units for even more
flexibility.”
Benefits of mobile
conveying
The flexibility of mobile conveyors is a
key value enhancer when compared to
stationary units, which by definition
are limited to only one location in the
plant. It also boosts the business case
for conveying when up against the
ultimate in flexible haulage solutions:
trucks. But conveying has a number of
other innate advantages over truck
haulage that lead Hanson to conclude
that “the decision to use conveyors is
more cost effective” than their wheeled
counterparts.
“The decision to move product by
truck or by conveyor is made because
of a number of inputs that are
analysed,” explained Hanson. “Cost
benefit, product quality, topography
and environmental issues are the areas
that need to be analysed in order to
make the right decision when choosing
conveyors or trucks to move product.”
Hanson points to a number of
benefits to conveying systems that
make his case:
n
n
Decreased operating expense.
n
n
Limited inflationary effects.
n
n
Better product quality and
continuous product flow.
n
n
Environmental friendliness.
Operating expenses – a combination
of labour, maintenance and fuel costs
– can be as low as US$0.08/short t,
according to a 2007 study by
Superior Industries, compared to
US$1.10/short t for an articulated
truck and US$0.84/short t for a mining
truck.
1
“Maintenance costs of
conveyors are less as more downtime
is required to keep trucks and loaders
running efficiently. In addition, most
conveyor replacement parts are
available locally,” explained the study.
“Conveyor systems are also less labour
intensive, as trucks or loaders require
one or sometimes two operators.
Conveyors will also operate at
maximum efficiency every hour of
operation. This can decrease workforce
and training requirements.”
Fuel costs are also much more
predictable for conveyors, which
contributes to both lower operating
expenses and limited OPEX inflation
over the lifetime of a unit. “Rising fuel
and energy prices have little effect on
the operating costs of conveyors and
[they] are not sensitive to fuel
shortages. Electricity costs are fairly
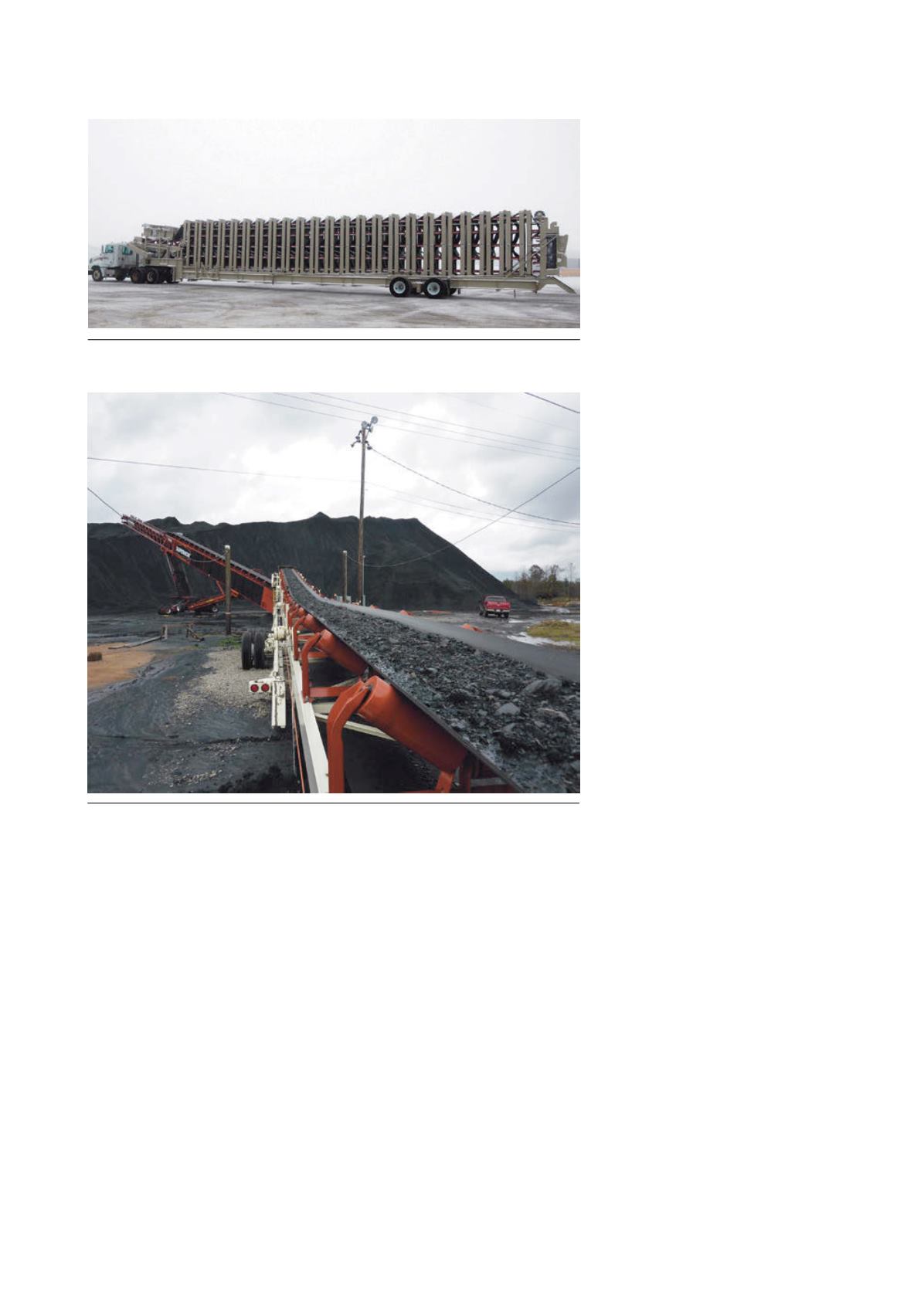
A Trailblazer Portable Groundline mobile overland conveyor system in use at a North
American coal mine.
The Trailblazer Portable Groundline mobile overland conveyor system includes over
500 ft of conveyor in one towable package.
38
|
World Coal
|
December 2015


